
Advances in rolling process for ferrous and non-ferrous metals
The rolling process are the group of the most efficient production technologies and can be in general classified as rolling of long and flat products or forge rolling of shaped components.
In the recent times, technological achievements in this field are related mostly to end product optimization and cost reduction, the major factors affecting dimensional accuracy of final products, other than rolling mill parameters, are groove shapes, deformation pass design and rolling temperatures.
In this topic I have elaborated advancements used currently for mainly two problems
1. Inhomogeneous deformation and 2. Defect control systems.
1.1 Rolling of flat products
Development of flat products in the form of hot rolled thick and thin plates, cold rolled thin sheets and strips as well as coated sheets is presently the second largest (after long products) category of products made with help of the modern rolling technology, some of them are used for the constructions of various types (e.g. shipbuilding or power industry), but majority of them is used as semi-products or we can say raw material for further processing in e.g. rolling, forming and bending.
Advanced rolling technologies must ensure required geometry (e.g. flatness) of the plate and sheet, as well as mechanical properties, which are obtained e.g. by using new advanced types of steel. This is possible with the automatization and robotization of the production processes as well as the aim of lowering the kerb weight with an increased level of safety (e.g. automotive industry).
Advancements to solve problem of inhomogeneous deformation
While rolling of thick plates, there is a problem of the inhomogeneous deformation in the whole thickness of the strip. It results in a non-uniform morphology of the microstructure, which deteriorates the mechanical properties. In recent years, to get homogeneous microstructure in the whole volume of the rolled strip, a new technology of rolling thick and thin plates has been developed,
To solve problem of inhomogeneous deformation following new technologies are implemented…
Example 1: Gradient Temperature Rolling (GTR)
It ensures an increase of the deformation uniformity in the whole thickness of the strip. They are subjected to intensive cooling between the particular passes in such a way so as to lower the surface temperature to about 800 ˚C. In turn, the core has a much higher temperature, which can be equal even as much as 1100 ˚C. The temperature gradient obtained in this way causes the prescribed deformation to accumulate in the strip’s core, which contributes to obtaining of fine austenite grains as well as fine and homogenous ferrite plates. Both ensures an improvement of mechanical properties in the whole thickness of the plate.
Example 2: Asymmetrical rolling technology(ASR)[2]
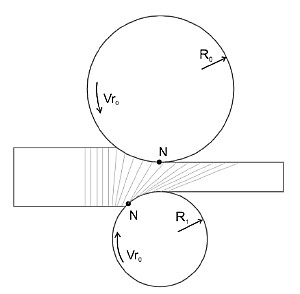
In recent years, ASR has also been analyzed in respect of an improvement of the properties of the rolled products especially non-ferrous. the ASR process reduces the torque and the pressure of the rolls considerably, and this reduction increases with the increase of the distance between the two neutral points.
The use of asymmetrical process of rolling for austenitic steels intensified the dynamic recrystallization and refinement of the structure in the central layer for temperatures above 900 ˚C. A significant effect of asymmetrical rolling process on the mechanical properties was observed also in the case of sheets rolled from non-ferrous metals. As a result of the activation of shear bands, in the deformed material, a stronger grains refinement takes place in the areas of their presence, which improves the mechanical properties, as compared to the sheets obtained in a symmetrical process.
Advancements to solve problem of various process defects
There are two groups of defects strip flatness (mainly non-uniform strip thickness) and strip straightness deviations such as: waviness, bow shaped faults and strip camber. In order to minimize such defects, in the recent years, a finishing pass with a very small deformation, usually from 0.5 to 4%, the so-called skin pass, has been used by the industry (temper rolling process). Usually, the skin pass is applied after the annealing of the sheet in order to homogenize the level of residual stresses on the upper and lower surface of the sheet through softening of the surface areas, to improve the sheet’s flatness and to obtain a specific sheet texture.
Surface softening of the sheet lowers the non-uniformity of the deformation in the width of the profile formed from such a strip; also, the bow and camber type defects are limited. The use of the skin pass technology during the cold rolling of sheets, It also lowers the operational costs, increases the elasticity of the mill and improves the surface quality of the sheet. The latter is especially important in the case of use of such sheets as a semi-product for the forming and stamping processes.
To solve problem of various defects and achieve final accurate dimensions following new technologies are implemented…
Example 1: TRC – Twin Roll Casting:
Currently, an increasing interest in light construction materials characterized by high strength, with a simultaneous preservation of good plastic properties can be noticed. And so, more and more often, non-ferrous alloys are applied, especially those of aluminum and magnesium. The processes of metal forming of magnesium alloys are unique in their character, and their proper implementation in the industrial practice is very difficult. The main limitation of their application is the low plasticity of these alloys at low temperatures.
Try to avoid it, the twin-roll casting (TRC) technology has been developing. With the technology fine-grained feedstock mate- rials, which are then hot rolled into thin sheets can be obtained. This process combines metal solidification followed by rolling process into one production stage. In this way, the number of passes as well as the thermal treatment are limited compared to the conventional rolling process.
This results in an improvement of the mechanical and plastic properties of the products over those obtained in the classic technology of sheet rolling. The properties of an Mg alloy sheet made in the TRC technology is significantly affected by the rolling parameters. The application of higher deformation values in the particular passes and a lower rolling temperature leads to a higher strength, lower elongation.
Example 2 TMPC- Thermomechanical Process Control:
Hot strip rolling is a process specifically designed to control the product microstructure and properties. The process called thermomechanical process control (TMPC) is of particular importance. The TMPC rolling process is used to obtain both the desired shape of the product and its final properties without further processing. The microstructure is sensitive to the process parameters. Thus, understanding and controlling the influence of these parameters is crucial for obtaining the desired product properties. A typical the TMCP rolling mill configuration is shown in Fig. 2a. It illustrates wide possibilities for varying the process parameters including rolling process schedule, rolling temperatures, cooling temperatures and rates, etc. The property control is mainly achieved in the finishing mill and by laminar cooling afterwards.
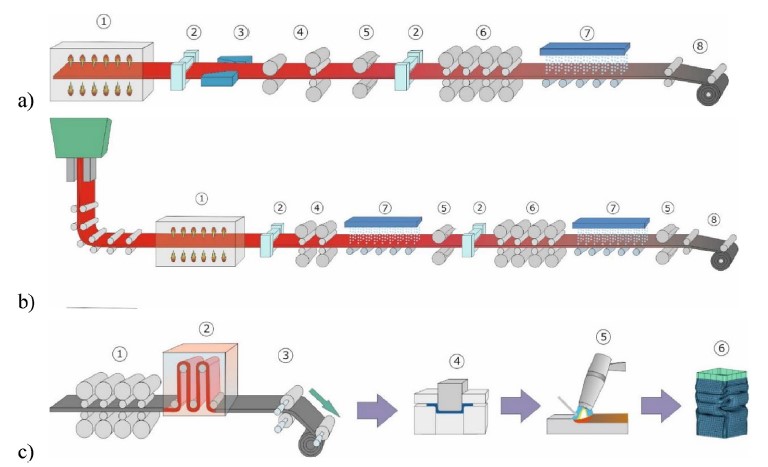
(a) Compact Strip Production (b) followed by cold rolling, continuous annealing and manufacturing of final product (c).
Use of TMCP leads to mainly two aspects (i) rolling stability due to temperature control and (ii) new grades development (AHSS, bainitic) by sophisticated and more intensive cooling routes and decreasing the coiling temperature, AHSS (advanced high strength steel) grades compose of dual phase (DP), complex phase (CP), transformation induced plasticity (TRIP) and martensitic (M) steels. However, the process window in hot rolling of these steels is tight as only very short times less than 10 s are allowed on the existing run-out tables, according to their limited length.
1.2 Shape Rolling Process
To design the shape rolling, other than obtaining proper shape of the final product, major requirement is to get the final mechanical properties. These properties in a old traditional processes can be obtained after the rolling process with help of separate heat treatment. However, in recent years, the concept of accelerated cooling of the band between rolling stands is introduced.
Example: The use of this technology for e.g. 26 mm diameter bars, rolled under the conditions of a continuous mill provided the possibility to obtain a lower rolling end temperature what directly influence the properties of final product. The use of accelerated cooling limited the growth of the austenite grain, which ensured a reduction of its size from about 20 mm for the classic process to about 15 mm and causes homogenization of the microstructure at the cross-section of the rolled bars from structural steel S355. This leads to increase in the impact energy value from 8 to 60 J for -40˚C and from 30 to 92 J for 0 ˚C.
1.3 Forge Rolling

More attention is given to issues related to the longitudinal rolling of motor truck front axle beams. Right now, these components are flash rolled in three passes, and next, they are bent and forged on a press to obtain the pre-described shape. In China only, as many as 30 front axle production lines have been activated (Fig.3), including longitudinal rolling mills and presses with the load of 25– 40 MN. The annual production efficiency of these lines varies in the range of 50,000–100,000 beams, depending on their overall dimensions. The material output is 85–92% and the durability of the rolling segments equals 8000–15,000 pre-forms, being twice as high as the durability of the dies in which the beams are bent and forged.
References
- Z. Gronostajski, Z. Pater, “Recent development trends in metal forming: a review”, 2019, Elsevier
- Gabriela Vincze, Fábio J.P., “Asymmetrical Rolling of Aluminum Alloys and Steels: A Review”, 2020, Metals MDPI
- Saral Dutta., “Hot Rolling Practice”, SAIL
This article is for educational purpose to understand in brief about advancement in rolling process. All credits are given to their respective owners and references, still if you are owner and want to remove any of the above content, contact us.