
Advancements in forging processes
Computer Aided Engineering (CAE) in Cold Forging Process
Competition around the globe requires the cold forging industry to utilize practical and proven computer aided design (CAD), computer aided manufacturing (CAM) and computer aided engineering (CAE) technologies for fast and cost effective process design and die manufacturing. That leads to higher accuracy, production quality, less rejections. Currently, finite element methods(FEM) simulation softwares have become an integral part of forging process design to analyze and optimize the metal flow and conduct die stress analysis before conducting forging trials.
Input variables in the FEM models
- The accuracy of FEM process simulation depends heavily on the accuracy of the input data it should be as near as realistic values, like properties in real world are not constant, they vary depending on other parameters, namely,
- a) flow stress as a function of temperature, strain, strain rate and microstructure, b) friction characteristics at the interface.
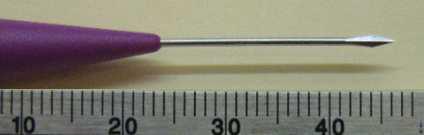
Micro-forging Process of biomedical blades and tools
Because of the downsizing trend, cold forged items with dimensions less than 1 mm can now be produced for electronics and healthcare applications. 3D etching and other metal removal procedures are now used to make these parts. Microforming has the potential to mass produce net shape/near net shape micro components in large quantities. However, complete knowledge of the following aspects is required for microforming to be cost effective and competitive: a) scale effects/microplasticity, b) effect of microstructure on the process, c) relative stiffness of the tooling, and d) process control and capabilities.

Precise cold forging Process of Power Steering Pinions and Inner Races
Power steering pinions with helical teeth, helical gears, and inner races are difficult to forge in net shape. However, by reducing many trials and improving component quality, tool life, and geometric complexity of forgings, the use of commercial 3D finite element software in process development has substantially lowered production costs. Figure 3 indicates the use of FEM in the design and development of the helical extrusion process for manufacturing the pinion shown. The advantages of using FEM to simulate and hence design are…
- To obtain a better drive feeling.
- Generate the tooth profile easily.
- Create an iterative design approach for dies and processes, as well as heat treatment.


Figure 4 indicates the simulation of cold forging of the inner race, which is a element of the constant velocity joint assembly. The raw material is a forged round bar. Thus, precise control of the billet volume has to be ensured. This can be validated with help of FEM simulations in addition to the metal flow and die stress analysis. The advantages of simulating following process are…
- Obtained net-shape on the grooves, thus eliminating the costly grinding process used in the finishing stages.
- Establish an iterative technique for die and process design as well as heat treatment.
- Secure forging accuracy without using a special press.
Multi-action Precision Forming Press
Multi-action forming is a good way to get a net shape out of a part with a lot of properties. Several press and die companies have recently focused on developing novel concepts in this area. More than one pressure source is used to operate the dies and slide in multi-action forming. During one stroke, the dies also perform many relative moves. A multi-action press for forming helical gears is shown in Figure 5a. This hydraulically operated press has 5 cylinders; one for driving the slide, two cylinders in the slide and two in the bed. Figures 5 shows the construction of a die for forming the helical gear

Hollow forgings by hydroforming process
Hydroforming is a metal fabrication and forming technique that allows metals like steel, stainless steel, copper, aluminium, and brass to be shaped. This is a cost-effective and specialised type of die moulding that forms metal using a highly pressured fluid.
Hydroforming is generally divided into two categories: sheet hydroforming and tube hydroforming. One die and a sheet of metal are used in sheet hydroforming; the blank sheet is forced into the die by high-pressure water on one side, forming the required shape. The expansion of metal tubes into a shape using two die halves that contain the raw tube is known as tube hydroforming.
The earlier method of stamping two part halves and welding them together has been replaced by hydroforming. It’s also utilised to build parts more efficiently by obviating the need for welding and to create intricate shapes and contours. Seamless bonding, enhanced part strength, and the ability to preserve high-quality surfaces for finishing reasons are just a few of the production advantages of parts made this way.
Hydroformed parts are lighter, have a cheaper cost per unit, and have a higher stiffness to weight ratio than standard metal stamped and welded parts. The methods can also be used to produce components in a single stage, saving time, money, and materials.

Hollow rotor shafts for EVs using radial forging Process
The radial forging tendencies are well-defined. Electric motor rotor shafts are currently available on the automotive market. Their standard design appears to be based on radial forging technology’s capabilities. A semi-hot forging method is the finest option. Figure 7 shows images of typical EV rotor shafts. As the number of electric vehicles grows, radial forging will become a more important part of the manufacturing process.

Hybrid forging Process for crown-shape gear
High-quality gears for the automotive industry are traditionally machined to shape from forged preforms, which wastes both materials and energy. The focus has now shifted to the typical forging of tooth gears. However, this may necessitate high forging loads and, as a result, large press sizes. Due to the positioning of their teeth, some gears may be difficult to build. Forging of tooth gears is therefore not a simple task.
Rotary forging is a viable option in this situation. It minimises machining by using gradual deformation locally with the material to get near net shape results. Because of the reduced contact, the forging load can be reduced significantly, resulting in smaller presses. As an example, this technique exhibits the evolution of the rotary forging process in conjunction with conventional forging to produce crown gear teeth. The hot conventional forging is first shown, which is based on a closed die forging procedure to generate the rotating preform. The forged teeth are then achieved by a semi-finished technique known as rotary forging.

References
- Liewald et al., “New Developments in Forging Technology”, 2015 INVENTUM GmbH
- Dr. Taylan Altan,”State of Cold forging Technology in Global Competition”, Ohio State University
- Sonia Varela, Oscar Valbuena, “Material saving by a combination of rotary forging and conventional processes: Hybrid forging for net-shape gear”, AIP Conference 2019
- Shaping Future Innovations with Radial Forging, Forge Mag
- Tube Hydroforming Step By Step Process, American Hydroformers
This article is for educational purpose to understand in brief about advancement in forging process. All credits are given to their respective owners and references, still if you are owner and want to remove any of the above content, contact us.