
Advances in Extrusion Process
Extrusion of metals and alloys, as well as metallic composite materials, has seen substantial scientific and technological advancement in recent years. This mostly relates to the idea of optimizing existing processes and attempting to implement new ones that are near to “ideal,” but it also applies to the development of new special purpose extrusion processes. The growing requirement to make sophisticated goods with unique qualities, both in terms of required mechanical properties and the interior structure, is the foundation for the development of extrusion methods (macro- and microstructure). Equally essential variables are improving production capacity and cutting manufacturing costs.
Extrusion technology advancements are primarily focused on:
- Technology perfection throughout the entire extrusion cycle (homogenization, temperature and cooling rate parameters, solutioning on a press),
- Development of extrusion welding,
- Perfection of the extrusion tools (porthole dies),
- Perfection of the continuous extrusion technology (conform),
- Development of new extrusion methods (kobo, friction extrusion),
- Extrusion of composite materials, including powder mixtures,
- Development of recycling methods based on the extrusion of the initial material in different forms, including e.g. Chips,
- Development of numerical methods used to design tools and describe (simulate) the course of the extrusion process.
The focus is also on improving the entire technological cycle, which includes billet homogenization, temperature selection, heating and deformation rates, and heat treatment of extruded sections.
New billet homogenization solutions refer to the selection of homogenization cycle parameters (temperature – duration) in order to create the appropriate billet structure with phase particle dispersion of less than 0.5– 1 m, ensuring good billet plasticity in relation to extrusion parameters.
1. Differential Velocity Sideways Extrusion Process (DVSE) for curved products
This is a new technology for directly extruding curved profiles/sections from billets employing two opposing punches in a single extrusion process. Its mechanics are based on internal differential material flow, and it is known as differential velocity sideways extrusion (DVSE). A tool set that allowed sideways extrusion with opposing punches running at various speeds was employed in a series of trials in which the punch velocity ratio and extrusion ratio were process factors.
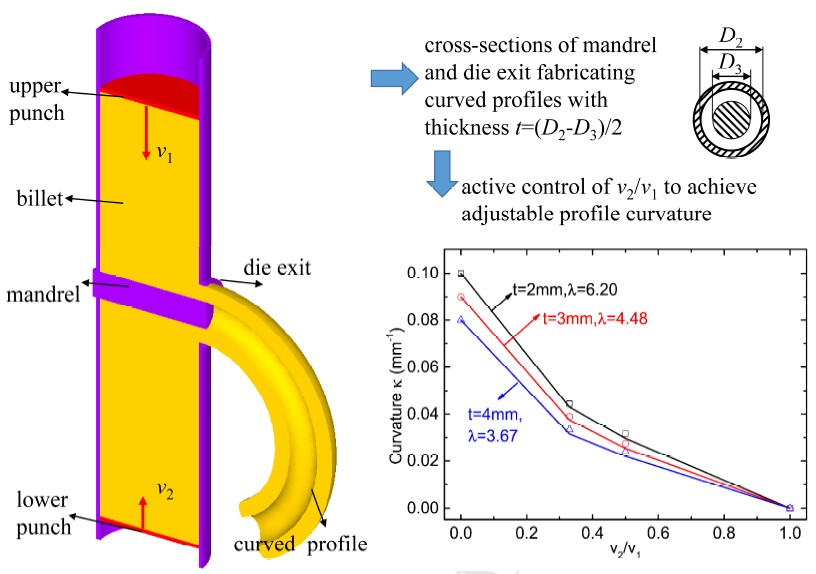
The difference in velocities of the two punches, indicated by velocity ratio, can be used to control and vary the curvature of the extrudate.
Lower velocity ratios result in greater curvature. Curvature is also affected by the extrusion ratio, which increases as the ratio rises, however it is less sensitive than the velocity ratio. The amount of the curvature-causing work-piece flow velocity gradient over the die exit orifice has been determined.

Extrudate deformation is severe, similar to channel angular extrusion (CAE), resulting in a considerably increased effective strain level, however it is not always uniform over a segment. The largest localised effective strain occurs in the inner bending zone of an extrudate, which reduces as curvature decreases.
To the best of the authors’ knowledge, this is the first time extrudate curvature has been intentionally generated employing opposing punches with varying velocities. Although the work presented in this paper used only set velocity ratio values, the capacity to alter during operation exists, and the process has the potential to produce a profile with different curvature throughout its length.
2. Screw extrusion process for fabricating Al/Mg (macro) composites from aluminum alloy 6063 and magnesium granules
A bimetal is a substance made up of two different metals that are connected through solid state bonding processes. The development of bimetals is motivated by the fact that by combining two dissimilar metals, it is feasible to achieve an ideal combination of desired features while minimizing the restrictive properties of the metals involved.
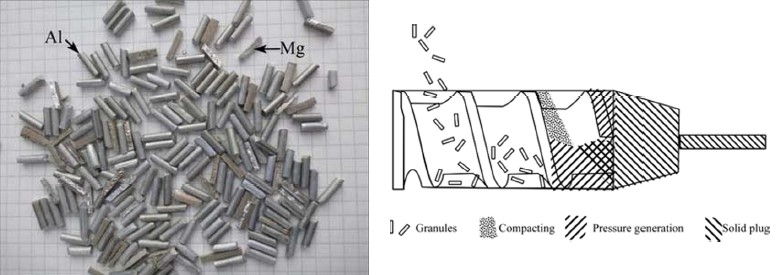
Magnesium has a hexagonal crystal structure, which makes it more difficult to deform than FCC aluminum. As a result, its formability is limited. As a result, it’s possible that magnesium pieces in an aluminum alloy matrix contribute to the increased strength.
Furthermore, due to its high reactivity, the usage of magnesium in certain engineering applications may be limited. It may be possible to create a light mass metallic composite with strong corrosion resistance and a relatively high specific strength associated with significant ductility by combining the AA6063 with pure magnesium.
3. Extrusion Technology for Food Processing
Extrusion technology is gaining traction in the global agro-food processing industry, especially in the food and feed industries. Extrusion cooking technologies are utilized in the food industry for grain and protein processing.
Conveying, mixing, shearing, separation, heating or cooling, shape, co-extrusion, venting, volatiles and moisture, flavor production, encapsulation, and sterilizing are some of the processing roles they do today. They can be relatively low temperatures, as with pasta, spaghetti, noodles etc. keeping in this view, the present article describes in detail about the types of extruders, physio-chemical changes occurring during extrusion process and recent developments in food industry regarding extrusion process.

Due to an increase in the number of single-person families and gender equality rights, today’s lifestyles are significantly different from those of the past, resulting in changes in food preparation and consumption patterns. i.e., modernization and globalization have caused people to be in a rush and have little time to prepare their own meals, especially in the morning.
A positive outcome of this has been made rapid advances in food technology not only these factors and also the increasing demand for non-meat, high-protein products made a highly profitable ventures in the food industry. Now a day’s consumers do choice for nutritionally rich, therapeutic benefits and for attractiveness especially in case of baby foods. Thus to obtain above mentioned designer food, Food extrusion technology is used.
4. Recycling of Titanium alloy swarf directly into wire using the ConformTM continuous extrusion process
ConformTM is an extrusion process is primarily used with aluminium or copper rod/powder feedstocks, work at the Univ. Sheffield over the last decade has involved the use of titanium feedstocks for various applications. This paper expands on this knowledge by utilising low cost, aerospace titanium alloy swarf, which is the largest waste product from the manufacturing of aerospace titanium components.
Swarf is fed into a ConformTM extrusion machine at room temperature and is fully consolidated into round wire/rod profiles in one, solid-state step, using modified tooling for titanium. Such wire can be used for additive manufacture or welding wire. To date there has been numerous successful trials in this challenging process, including the production of both 10 mm commercially pure titanium rod (from powder) and, more importantly, the production of 5 mm diameter Ti-6Al-4V wire from swarf. The material produced has since been characterised using light and electron microscopy and mechanical properties determined using tensile testing and microhardness indenting.

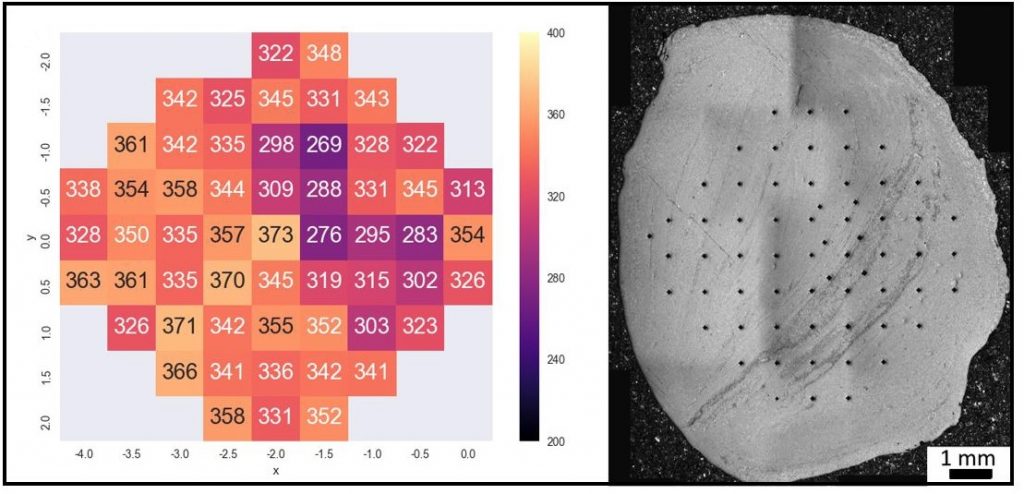
Tensile testing and microhardness testing were carried out on the swarf wire. Figure 6 shows a Vickers hardness map across the face of wire profile. Generally, the hardness levels are within that expected for Ti-6Al-4V which is a clear sign that negligible oxygen or nitrogen has been picked up during the solid-state extrusion process. Elongations to failure during tensile testing were found to be around 10%.The wire had a good level of ductility and strength and can be further cold drawn to produce welding wire or wire fed AM product.
5. Extrusion Processing of Wood-Based Bio-composites
Interest in biocomposite materials and their use in various applications has been growing steadily over the past 10-15 years. Increasing environmental awareness and lower material costs are the main driving forces for using renewable materials, such as wood and cellulose fibers, as reinforcement in polymer composites. In addition to the materials used in the composite preparation, the processing has a large impact on the final properties of the composite. Therefore, the main thrust of this work has been on processing of wood-based biocomposite materials using twin-screw extrusion.
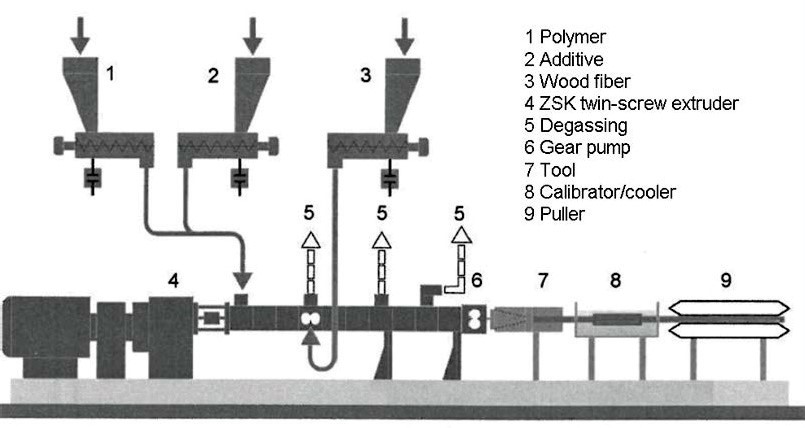

The use of natural cellulose materials such as wood fibers and wood flour as reinforcement in thermoplastics has many advantages over the inorganic and synthetic fillers traditionally used in polymer composites. Natural fibers are light and inexpensive, they are abundant and they have high specific stiffness and strength. The environmental aspects are also important; natural fibers are renewable, recyclable and biodegradable materials.
References
- Z. Gronostajski, “Recent development trends in metal forming-a review”, 2019 Elsevier
- Wenbin Zhou, Jianguo Lin, “A novel extrusion process for curved profiles: Experimentation and modelling”, 2017 International Journal of Machine Tools and Manufacture
- Kristian Grøtta, “Novel method of screw extrusion for fabricating Al/Mg (macro-) composites from aluminum alloy 6063 and magnesium granules”, 2014 Elsevier
- H.G. Ramachandra rao, “Extrusion Technology: A Novel Method of Food Processing”, IJISET 2015
- Sarah A. Smythe, “Recycling of titanium alloy swarf directly into wire using the ConformTM continuous extrusion process”, MATEC Web of Conferences (2020)
- Maiju Hietala, “Extrusion Processing of Wood-Based Biocomposites”, Luleå University of Technology