
Water Jet Cutting
Water jet cutting/machining is a non-traditional machining process based on mechanical energy for cutting and processing metal and non-metal materials. Including the use of high-speed water jets to smoothly cut soft workpieces.
Fine abrasive grains are used in combination with water to cut metal materials. In waterjet machining, a high-speed water jet is allowed to hit a workpiece. In this process, its kinetic energy is transformed into pressure energy. This creates stress on the workpiece. When this induced stress is high enough, unwanted particles on the workpiece will be automatically removed. The diameter of the pure water jet is approximately 0.005 inches and the diameter of the abrasive water jet is 0.030 inches.
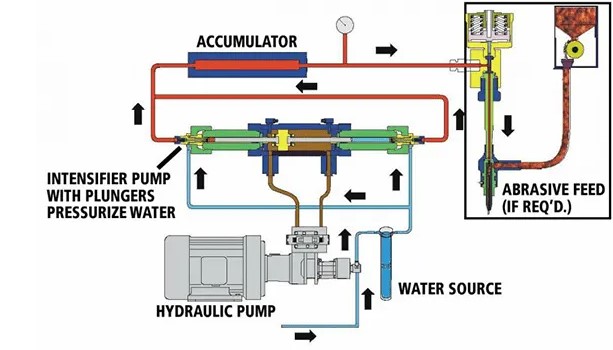
It basically works according to the erosion principle. Clean water is sucked through the low pressure water inlet, then passes through the inlet filter, and then enters the amplifier through the inlet check valve. The hydraulic pump pressurizes the hydraulic fluid and changes the pressure back and forth between the two sides of the hydraulic piston, thus pressurizing the water in the servo motor.
Pressurized water exits the supercharger and enters the accumulator, which helps eliminate pressure fluctuations. It then flows through the high pressure tube to the cutting head. The water flow from the cutting head is controlled by a shut-off valve, allowing the CNC to start and stop the cutting process at the appropriate time. In the cutting head, the garnet abrasive is mixed with high pressure water in the mixing chamber. The garnet flow rate is controlled by the abrasive dosing system.
The hydraulic pressure uses a larger hydraulic cylinder to push a smaller piston into a water-filled hydraulic cylinder, increasing the ratio, thereby generating ultra-high water pressure. Therefore, if the size of the hydraulic cylinder is 20 times the size of the water cylinder, the 3,000 PSI hydraulic pressure will increase to a 30: 1 ratio of 94,000 PSI (650MPa) of hydraulic pressure.
Advantages of Water Jet Cutting
- Extremely Versatile – Nearly any material from very soft to super hard and very thin to over 10 inches thick. Precision cutting down to +/-0.002” with more advanced systems.
- Cold Cutting Process – No heat affected zone, no mechanical stress: the best edge
- Very Simple Operation – Only cut speed is varied for most applications; the other parameters remain the same.
Disadvantages of Water Jet Cutting
- Cutting Time – It can cut most of the materials same as a traditional cutter, but it frequently takes longer time. Cutting over longer periods of time results in lower productivity.
- Orifice Failure — Poor-quality waterjet orifices tend to fail and interrupt cutting, resulting in lost time and production.
- More Thickness, Less Accuracy – The stream is further away from the nozzle at its moment of impact if the material is thicker. The cutting precision differs from top to bottom due to a less uniform waterjet impact. The jet can often expand and make a diagonal cut rather than a straight up and down cut.
- Initial Costs – Finding and installing extra abrasive materials, such as granite, to boost the cutter’s efficacy can be highly costly initially, especially when compared to a simple plasma cutter.
Applications and Recent Advancements / Trends of Water Jet Cutting
Printed Circuit Boards:
For circuit boards, waterjet cutting is mostly used to cut out smaller boards from a large piece of stock. This is a desired method, since it has a very small kerf, or cutting width, and does not waste a lot of material. Because the stream is so concentrated, it can also cut very close to the given tolerances for parts mounted on the circuit board without damaging them. Another benefit is that waterjet cutting does not produce the vibrations and forces on the board that a saw would, and thus components would be less likely to be damaged.

Wire Stripping:
Wire stripping is another application that can be used effectively in waterjet cutting. If no abrasives are used, the stream is powerful enough to remove any insulation from wires, without damaging the wires themselves. It is also much faster and efficient than using human power to strip wires.
Food Preparation:
The cutting of certain foods such as bread can also be easily done with waterjet cutting. Since the waterjet exerts such a small force on the food, it does not crush it, and with a small kerf width, very little is wasted.
Micro AWJ technology:
The meso-micro machining capability has led to penetrating several industrial sectors in which conventional waterjets are inadequate for R&D, prototyping, and production applications. These sectors include but are not limited to aerospace, biomedical, electronic/optic, engineering, and military applications.

Milling of glass mirrors:
One of the more interesting applications for abrasive waterjets is controlled depth milling. Instead of cutting through the workpiece, the abrasive waterjet is traversed at a high speed across the part’s surface. Modern technologies also have precise depth control.

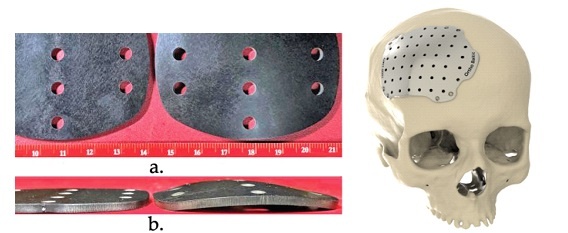
Patient-specific orthopedics and prosthetics:
At present, most orthopedic and prosthetic implants are mass produced with limited sizes to achieve an average fit for individual patients. Since the implants are not tailored to the specific patient, it is not possible to optimize the implant operation for an optimum match. Recently, there has been strong advocacy for manufacturing patient specific implants for optimum fitting, with a slogan of “one patent, one implant.” Waterjet technology with its technological and manufacturing merits is most suitable for manufacturing such implants cost effectively with fast turnaround. Polyether-Ether-Ketone (PEEK) is a biocompatible material.
Comparison of Water Jet Cutting with laser beam and plasma cutting
| Method of Cutting | Abrasive Water Jet | Laser Beam Cutting | Plasma Cutting |
| Speed | Slow | Fast | Fast |
| Material Thickness | Thick and Thin Cutting of stone, ceramics for large thicknesses, and up to 75 mm (3 in.) thick metals. | Thin and Medium Generally less than 25mm | Medium and Thick Modern machines can go upto 150mm |
| Size Details | Small and Large | Small and Large | Large |
| Shapes Materials Suitable for Intersection | Complicated Most of Solid | Complicated Homogeneous with No Reflective Bodies | Simple Metals and Conductive Materials |
| Materials Covered with Rust | Very Good | Good | Average |
| Composites | Yes | No | No |
| Material Hardening | No | Yes | Yes |
| Thermal Deformation | Lack | Yes, Small Area | Yes, Wider Area |
| Hazardous Vapors | No | Yes | Yes |
| Multilayer Cutting | Possible | Impossible | Impossible |
| Precision Cutting | High | Higher | Good |
| Burr Formation | Minimal | Yes | Yes |
| Operating Costs | Topmost | Lower | Lower |
| Specialty consumables | Abrasive: 36 kg/h | Lasing gases: 10 L/h (for CO2 lasers only) | None |
| Fluid consumables | Water: 60 L/h | Assist gases: 15 bar N2: 1000 ft3/hr | Assist gases: 80 psi N2 = 500 ft3/hr, O2 = 500 ft3/hr |
| Cut edge quality | Sand-blasting appearance | Cut surface will show a striated structure. | Cut surface will show a striated structure; bevel-cut edges. |
| Waste | Large quantities of cutting waste occur due to mixing water with cut material and abrasives. | Cutting waste is mainly in the form of dust, requiring vacuum extraction and filtering. | Cutting waste is mainly in the form of dust, requiring vacuum extraction and filtering |
References
- Steinhauser, John, “Capabilities and Advancements in Water jet machining“, Flow Systems, Inc.
- Abhishek Dixit, Vikas Dave, “Water Jet Machining: An Advance Manufacturing Process”, 2015, IJERGS
- H.-T. (Peter) Liu, Vanessa Cutler, “Advanced Abrasive Waterjet for Multimode Machining”, 2018 IntechOpen