
History of Cold Spraying / gas dynamic cold spray
The cold spray process or gas dynamic cold spray method was developed in 1980s by Russian scientists researching gas dynamics in Siberia. Although this process was not widely known outside Russia until the 1990s, cold spraying continues to be studied in research laboratories around the world and evaluated for new commercial applications.
Cold spraying generally is confined to depositing ductile metals and a few metal-ceramic composites. the earliest commercial applications were some of the special advantages of cold spraying for uses such as high-thermal conductivity copper coatings for computer chip heat sinks. The cold spray process often can produce much thicker coatings than thermal spray processes due to a more favorable compressive residual stress state inherent in cold-sprayed deposits.
Introduction to cold spraying / gas dynamic cold spray
Thermal spraying and cold spraying are two related but fundamentally different spray-deposition processes. Thermal spraying makes the use of molten or semi-molten spray particles while gas dynamic cold spray uses solid particles at relatively low-temperatures.
Cold spraying is a somewhat uncommon process in contrast to other spray techniques, the spray particles are not melted, but rather are applied in the solid state at relatively low temperatures, normally well below the softening point of the feedstock material. Cold spraying can deposit ductile metal particles (typically 10 μm to 30 μm in diameter), which are accelerated to velocities approximately 500 m/s to 1200 m/s in a supersonic gas jet. The gas jet is created by converging diverging (DeLaval) nozzle. On impact with the substrate material, may be the original surface or previously coated, the solid particles plastically deform at very high rates, creating a hydrodynamic unstability at the expanding interface between the spreading particle and the substrate material. Within the narrow region of this shear instability, solid material flows almost like a fluid, disturbing and cleaning away surface impurities. The metal surfaces are forced together at high local pressures, thus creating a bond along the interface.

In some use cases, cold spraying may be used because of higher particle velocities which produce coatings of less porosity and less oxide. More favorable residual stress of compressive in nature also may be generated on to the coating because of the peening effect of high-speed particles impact the previously deposited material.
Cold spraying is a low heat input process in which coatings are applied at much lower temperatures compared to most traditional thermal spray processes, often at or near room temperature. The feedstock powder is not melted or even significantly heated in most cases.
Splat boundaries (interface between two deposited particle splats) are affected by impurities between splats, oxides and pores (voids). Since many coatings are sprayed in an ambient air environment, reactive metals generally form a small amount of oxide due to reaction with atmospheric oxygen. However, Cold spraying is an exception to this generalization, since the temperature of spray particles is so low that minimal or no interaction occurs with atmosphere with most materials. For example, it is possible to spray pure copper in an ambient air environment with no measurable increase in oxide content of the coating compared to the feedstock powder.
Cold Spray / gas dynamic cold spray system
In a usual cold spraying system, shown in Figure, a compressed gas is pre-heated to temperatures normally in the range of 250°C to 800°C, then flow into a high-pressure chamber in the spray gun, and at last allowed to leave through a converging-diverging nozzle, generating a supersonic low-temperature jet which cools as it expands.
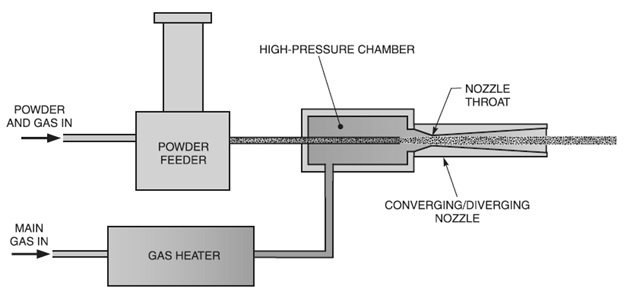
The primary reason for pre-heating gas is not to heat the particles, but to achieve higher gas jet flow velocities at a given inlet pressure. This is because the sonic velocity in the throat (the point of minimum diameter) of the converging-diverging cold spray nozzle increases as the temperature of the gas increases.
The processing gas can be compressed air, nitrogen, or helium. Lighter gases provide higher jet velocities. i.e. He provides higher jet and particle velocities than N2. Compressed air makes the lowest particle velocities and it is used only for limited range of spray materials.
Gas dynamic cold spray Variables
Feedstock
Feedstock powder It is typically 10μm to 30μm in mean diameter. A coating is formed only if particles impact at a velocity higher than a minimum velocity, known as the critical velocity which depends on material. Above the critical velocity, the kinetic energy is sufficient plastic deformation of the particles and bond them to substrate material. Higher the particle velocity, more possibility to spray a larger variety of materials and to form denser coatings of higher quality. Powder feedstock is used in cold spraying. The chemistry of the feedstock material, type of powder (i.e. fused and crushed, spray dried, or gas atomized), the avg. particle size, distribution of the powder particles influence the efficiency of the spray process, the quality and properties of the deposited coating.
Material of feedstock
Only materials that are sufficiently ductile at high strain rates and low temperatures can be cold-sprayed. therefore, cold spraying is limited to highly ductile materials that will plastically deform and flow without shattering when striking a substrate at very high impact velocities. A wide range of pure metals and metal alloys, such as aluminum (Al), copper (Cu), iron (Fe), nickel (Ni), stainless steel, and tantalum (Ta) have been successfully cold-sprayed. In some cases, it also is possible to cold-spray a non-ductile material by mixing it with a ductile matrix metal to form a composite coating material. In this case, the harder phase becomes embedded and trapped in the more ductile matrix metal. Examples of coatings that have been successfully cold-sprayed include ceramic metal composites (cermets), such as aluminum plus silicon-carbide (Al-SiC) and aluminum plus boron-carbide (Al-B4C).
Substrate Material
the substrate in cold spraying must be hard enough relative to the coating material to make sure that the impacting particles will plastically deform. If the substrate material is too soft, the impacting particles will simply embed themselves in the substrate material. or if too soft then the high-velocity spray stream may erode or even cut through the substrate material.
Cold Spraying / gas dynamic cold spray Equipment
Commercially, the equipment ranges from highly complex, fully automatic robotic spray systems to small, simple, and inexpensive manual systems. The manual systems can spray only a limited range of materials that are relatively easy to deposit; however, they are useful for applications such as spraying aluminum or zinc for corrosion control.

Control console:
It regulates gas flow and overall system operation, an electrical resistance heater that heats the incoming process gas.
Spray gun:
It may be hand held or mounted on a robot arm, and a powder feeder.
The powder feeder:
It usually is a high-pressure, volumetric feeder which also could be used for HVOF.
Process gas heater:
The main process gas is typically heated to temperatures in the range of 250°C – 450°C to increase the velocity of both the gas jet and spray particles. Some can go upto 800°C, which allows to achieve higher velocities and spray a much broader range of materials with nitrogen, thus reducing the need to use more expensive helium. Although the gas is hot as it enters the converging section of the spray gun nozzle, it rapidly cools as it expands in the diverging section of the nozzle, and the gas temperatures at the nozzle exit actually may be at RT or below RT.
Process Gas itself:
The most common process gases are helium and nitrogen. Helium produces the highest particle velocity, which means that it can deposit the widest range of materials and highest quality of spray-deposited material. but helium is more costly than nitrogen. helium recycling system can be used to reclaim and recycle most of the expensive process gas, thus significantly reducing total operating costs. For some materials and applications, very inexpensive compressed air can be used as the cold spray process gas, but the coating quality with compressed air is worse than nitrogen or helium.
Advantages of Cold Spaying / gas dynamic cold spray
- No melting of powder feedstock
- Much less porosity than thermal spraying- only around 1% porosity present
- Neither phase change nor grain growth of deposited coating due to low temperature operations
- Low heating of the substrate material
- No significant impact on the oxide content w.r.t. initial material.
- Powder mixture possible for composite coating
- Compressive residual stress (fatigue life better) rather than undesired tensile in thermal spray
- Thick coating is possible even in centimeters are performed (source: AWS Vol.3)
- High deposition rate
- Low shrinkage because the particles are not heated to high temperature
- High homogeneity of coatings
- Low energy consumption than thermal spraying because of no combustion
- No toxic wastes
Disadvantages of Cold Spraying / gas dynamic cold spray
- Feedstock has to be ductile, and substrate has to be stronger
- Line of sight process so accessibility to the surface to be coated is must.
- Difficulty in coating pure ceramics and some alloys due to lack of ductility
- High cost of Helium as processing gas
- Erosion of the nozzle due to solid particles
Applications of cold spraying / gas dynamic cold spray
- To deposit materials that are phase sensitive or temperature sensitive and most importantly high density is needed as close to wrought products, such as electrical contacts, carbon brushes, glass automotive fuses, and silver or copper contacts. It can also be used to produce coatings of a wide variety of metals, alloys, and metal-based composites, including those materials that have a substantially high melting temperatures (e.g. tantalum, niobium, superalloys).
- Cold Spraying process is also valuable for depositing materials that are extremely sensitive to oxygen and will quickly oxidize at even lower temperatures a result which is harmful to the performance of these materials. Some examples of oxygen sensitive coatings are aluminum, copper, titanium, and carbide composites (e.g. tungsten carbide) as well as coatings made from amorphous alloys
- Recent development includes quick repair work using cold spraying, and also additive manufacturing areas.
Key Points from Cold Spraying/ Gas dynamic cold spray
- Temperature range (200-800 deg Celsius) lower than thermal spraying (more than 850)
- Peening effect -> residual stresses favourable -> compressive in nature
- Even composite mixed with ductile matrix possible to coat.