
Effect of electrode polarity welding
Due to difference in polarity in welding, bead shape is different for consumable and non-consumable welding process. Why?. the answer lies in physics of arc welding, about which you can know more here. but in short basic understanding point of view, the type of electron emission is different in both of them, that’s why the effect on bead shape is different.
Lets understand basic terminologies first of all,
DCEN = Straight Polarity = electrode negative
DCEP = Reverse Polarity = electrode positive
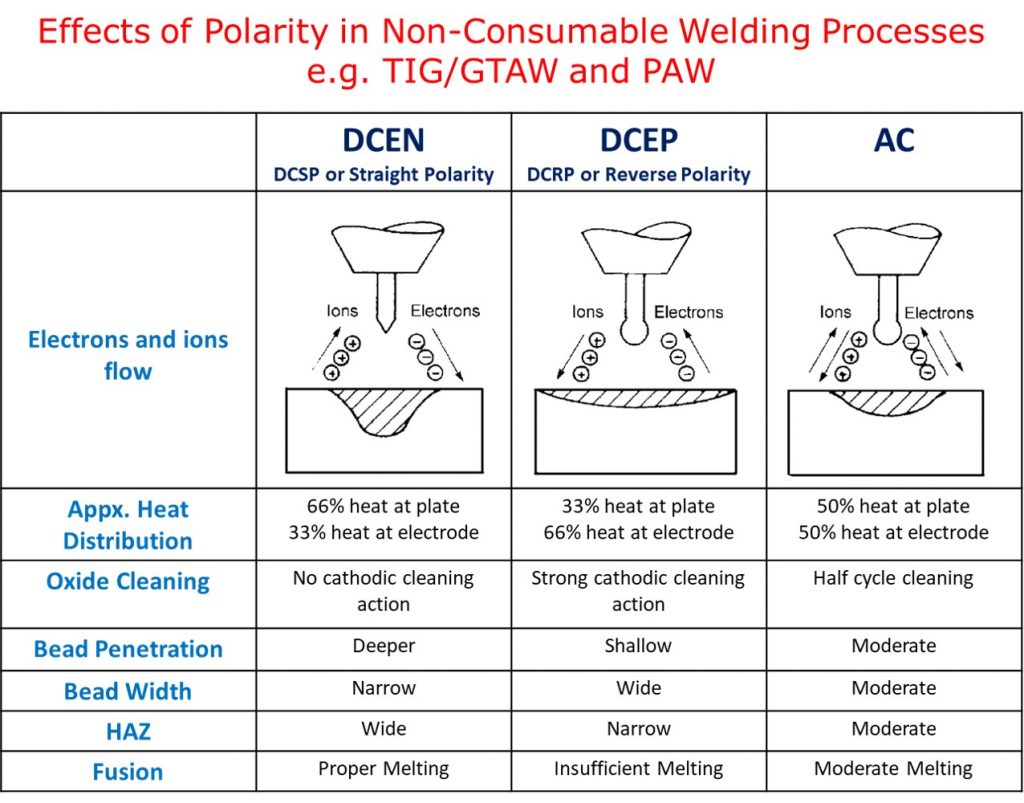
Non-Consumable welding processes :
Thermionic Emission – It is the emission of electrons from electrode due to its temperature where energy is more than work function of that material.
Example: Tungsten Electrode in TIG/GTAW liberates electrons around 2200o Celsius
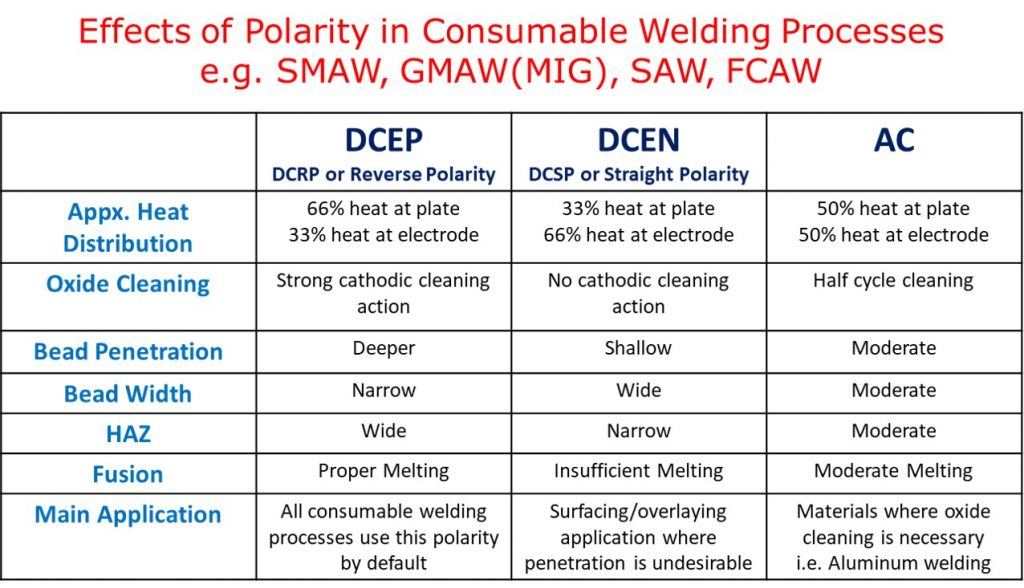
Consumable welding processes :
Field Emission – Nonthermionic or field emission creates an electron discharge with a very high electric field, typically exceeding 109 V/m. This intense electric field literary pulls electrons out of a relatively cold or unheated cathode
Exmaple: Consumable Electrodes in SMAW, SAW, GMAW, FCAW
Why different heat concentration in Consumable and non-consumable processes?
For consumable processes, heat distribution is more at cathode (as opposite to anode in non-consumable processes) because of electromagnetic forces acting on workpiece, and here complex metal transfer modes are also involved.
Many low quality literature makes students confuse between difference between DCEP, DCEN because they don’t clarify whether it is for non-consumable or consumable electrodes. so here is the simple differences between polarity, or effect of polarity on bead shape.
Effect of Polarity / Difference between DCEP and DCEN in non consumable welding
Effect of Polarity / Difference between DCEP and DCEN in consumable welding
References:
ASM Handbook 6A