
Preheating
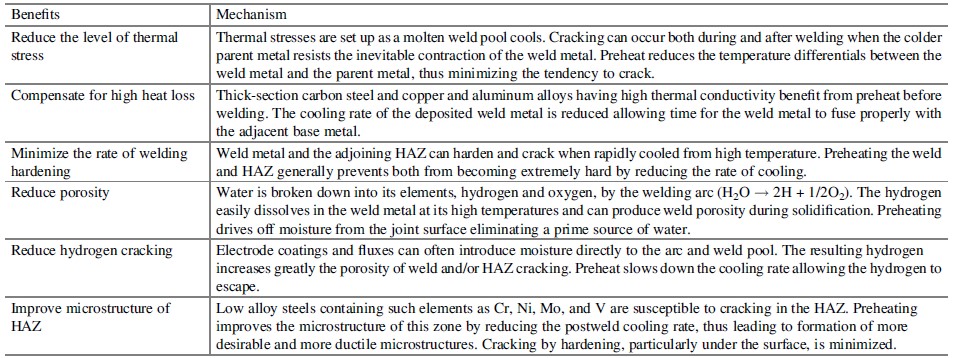
Before beginning welding, heat the weldment to a minimum predetermined temperature and maintain it throughout the welding process is called preheating.
Preheating is the process of elevating the temperature of the parent material on both sides of the joint to a temperature that is higher than ambient. Preheat is normally required by the relevant fabrication code and confirmed by the weld method qualification test.
Why Preheating? AIM / Importance / Significance of preheating before welding
1. To reduce cooling rate of weldment – softer structure
- To slow the rate of cooling, especially below about 800 ˚C in the heat affected zone, to reduce hardness. High carbon and low alloy steels harden if they are quenched from high temperatures (above about 850˚C, hotter than cherry red). By raising the temperature of the base metal to be welded, to reduce the temperature differential between the weld pool and the surrounding base material, hardening may be reduced as the weld cools.
- Example: If steel is welded without preheat then the total drop(differential) in temperature will be from about 1540°C to about 30°C (room temperature). Thus, higher cooling rate in transformation zone 800 to 500 ˚C. but, preheated steel has lower drop(differential) hence cooling rate will reduce in transformation region, improving the properties
2. To avoid cracking – to control the diffusion rate of hydrogen in a welded joint (due to the formation of martensite in the case of steels)
- The welding arc breaks down water, present as moisture, into its basic elements of hydrogen and oxygen. Both of these gases are easily absorbed into the weld metal at high temperatures and can remain trapped during cooling. At lower temperatures, hydrogen cracking, also known as cold cracking, can play a key role in weld and heat-affected zone cracking. Preheat helps in the diffusion of hydrogen out of the steel structure due to its good effect on cooling rate. Preheat can also aid by ensuring that the weld prep area is dry and stays that way throughout the welding process.
- Moisture is also introduced by the welding consumables, being present in electrode coatings and fluxes. To get the most out of preheat in terms of hydrogen control, it must be combined with careful moisture removal from welding consumables by following the manufacturer’s baking and storage guidelines.
3. To reduce distortion
- to reduce thermal stresses. Thermal strains are set up as the molten weld pool cools, Partially made welds can crack as the parent metal opposes or restrains the contraction of the weld metal and the cross sectional area of the joint is insufficient to withstand the resultant tensile stress. By lowering temperature differentials and cooling rates, preheat can regulate the level of strain.
4. To remove/burn grease, oil, Moisture and scale from the joint area leading to faster welding speeds
5. Compensation for heat losses. Thicker section steels with high thermal conductivity may need preheat during welding to ensure proper fusion.
6. Preheating also keeps the weld beads more fluid with flatter surfaces thus avoids stress concentration due to notch effect.
Preheat is expensive and should be applied only when it is essential to complete a joint satisfactorily. Using a higher preheat temperature than necessary is an expensive and cautious technique with uncertain benefits that should be avoided. When preheat is required, however, every effort should be made to obtain the correct temperature for the application, such that preheat is effective over the welded zone and maintained during the welding operation.
Undesirable effects of excessive preheating
- It leads to bigger HAZ because of slower cooling rates and wider temperature distribution.
- Moreover, penetration is increased with an increased pickup(dilution) of undesirable elements from the parent metal into the fusion zone.
- Slower cooling rates result in reduced tensile strength and increased ductility.
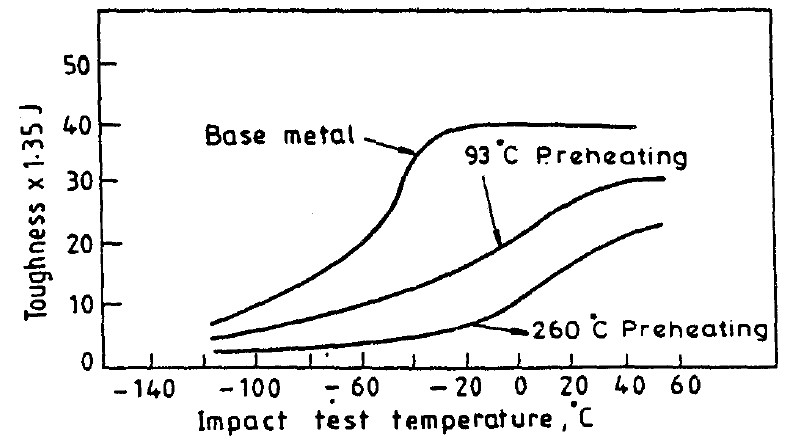
- Excessive preheating can have detrimental effect on the impact toughness properties of a welded component, as is shown in Fig.
Effect of preheat on thermal cycle / temperature distribution during welding
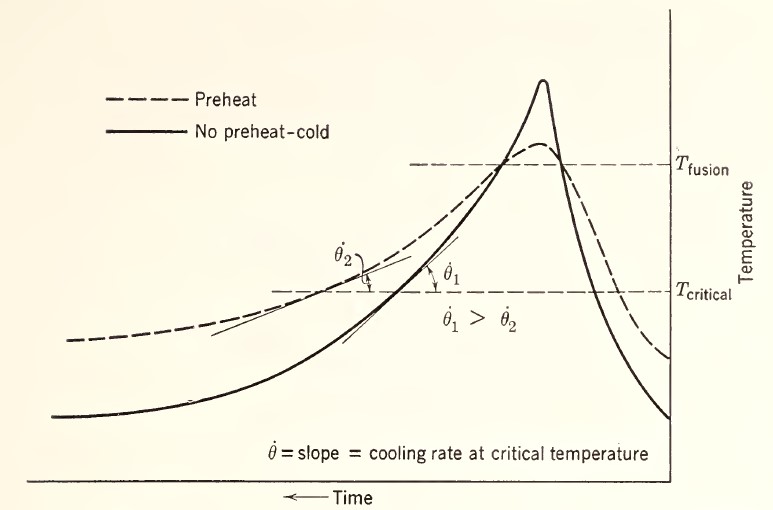
As discussed earlier, for same welding speed, increasing preheat decreases cooling rate as shown in above diagram, that helps in mitigating the issues related to fast cooling and its related problems like hydrogen cracking, undesirable microstructures, residual stresses and distorsion.
Preheating temperature depends mainly on following factors
- Base metal’s Strength and chemical composition (P-number)
- Welding – electrode-hydrogen contents and heat input)
- Joint configuration – thickness, type of joint, restraint
Learn More about Preheat temperatures, location to measure preheat for various fabrication standards
Interpass Temperature
It is the temperature of the metal in the weld area just before the second and each subsequent pass of a multiple-pass weld, so that it is normally controlled in a certain temperature range.
In practice, the minimum specified interpass temperature is nothing but the minimum specified preheat, but the interpass temperature designated in WPS/PQR or other documents is for the maximum specified interpass temperature. It is generally indicated in terms of maximum temperature.
Generally, root pass have rapid cooling rate and higher stress concentration than the remaining passes, so that the root pass may require a higher preheat temperature than minimum interpass/preheat temperature for the remained passes.
Why Interpass Temperature is expressed by maximum limit?
Interpass temperature is just as important as preheat temperature due to its relation with the mechanical and microstructural properties of weldments. For example, the yield and ultimate tensile strength of the weld metal depend on interpass temperature.
High values of interpass temperature tends to decrease the weld metal strength (i.e., ferritic steel) and promote undesired secondary precipitation (in some stainless steels).
Example 1: Maximum interpass temperature for Austenitic stainless steel of the 300 series (i.e. AISI 316L) and Ni-based alloys should be kept at maximum 150°C (300°F) to avoid the loss of corrosion resistance (sensitization).
Example 2: Higher interpass temperatures also result in a finer grain structure and better notch impact toughness transition temperatures. But when interpass temperatures exceed approximately 260 ˚C (500 ˚F), this effect is reversed. When notch toughness is a requirement, the American Welding Society (AWS) suggests that the interpass temperature should not exceed 290°C (550°F).
Because of the base metal heat treatment, it’s vital to keep the interpass temperature under control so that the weld metal and heat-affected zone have sufficient mechanical properties.
Measuring location, technique for preheat and interpass temperature, click here
Preheat and interpass recommendations for every fabrication code is slightly different, to know more click here
Summary of Interpass Temperature
Control on interpass temperature avoids over-heating, thus it refines the weld metal with fine grains, It also improves the notch toughness properties, minimizes the loss of alloying elements in welds and reduces the distortion to some extent.
References
- Jung-Chul (Thomas) Eun, “Handbook of Engineering Practice of Materials and Corrosion”, Springer 2020
- D Croft, “Heat Treatment of Welded Steel Structures”, Woodhead Publishing in welding, Elsevier, 1996
- Edward R. Funk, Harry Udin, and John Wulf, “Welding for Engineers”, Wiley 1954
- Parmar R S, “Welding Engineering and Technology”, Khanna Publishers 2004